Unsere technische Abteilung entwirft und entwickelt Gehäuse und Kurbelgehäuse für Werkzeugmaschinen und elektromechanische Geräte, Kühl- und Heizbehälter sowie im Allgemeinen Baugruppen aus lackiertem Blech, Edelstahl oder anderen Metallen.
Wir verfügen über fünf Arbeitsplätze, die mit verschiedenen zwei- und dreidimensionalen CAD-Programmen und CAM-Systemen für die direkte Anbindung an Arbeitsmaschinen ausgestattet sind.
Unsere Techniker führen je nach Kundenwunsch eine gründliche sowohl ästhetische als auch funktionelle Untersuchung durch, wobei sie stets die Bedürfnisse des Benutzers und die tatsächliche Realisierbarkeit der zu vertretbaren Kosten entworfenen Formen berücksichtigen.
Der Planungsbeauftragte verfolgt die Entwicklung des Projekts von der Definition der Spezifikationen bis zur Umsetzung des Prototyps.
Wir führen den Blechlaserschnitt gemäß dem Entwurf des Kunden mit der Faseranlage von Bystronic aus, die mit einer 2000x4000 mm großen Doppelplatte ausgestattet ist.
Mit Hilfe der der 2400 W-Quelle können Sie Kohlenstoff- und Edelstahl mit einer Dicke von bis zu 12 mm, Aluminium mit einer Dicke von bis zu 10 mm und Messing mit einer Dicke von bis zu 3 mm bearbeiten.
Ein neues automatisches Be- und Entladesystem ermöglicht die Produktion auch nachts ohne Bediener und gewährleistet äußerst wettbewerbsfähige Bearbeitungskosten.
WWir bieten eine große Auswahl an Materialien auf Lager:
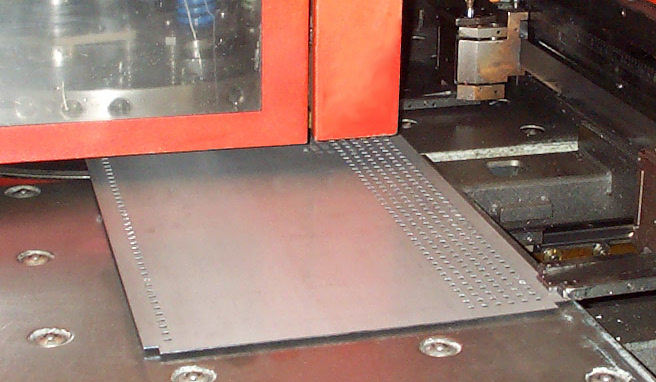
Für die Ausführung von Mehrfachbohrungen auf großen Flächen und für Verformungsvorgänge wie Lüftungsschlitze oder das Ziehen für Schraubenköpfe verfügen wir über eine Amada-Stanzmaschine mit 20 Stationen.
Die Maschine ermöglicht diese Art von Bearbeitungen auf Blechen mit einer Höchstabmessung von 5000x1500 mm. Der erreichbare Mindestlochdurchmesser entspricht ungefähr der Blechdicke.
Um ihnen die gewünschte dreidimensionale Form zu geben, werden die lasergeschnittenen Bleche durch die Biegepressen gebogen, die sie unter Verwendung einer Klingenform, die in eine V-förmige Matrix passt, vor Ort verformen.
Wir biegen die Bleche mit Hilfe von drei 220-Tonnen-Biegemaschinen von Schiavi auf einer Länge von 4 Metern.
Wir können komplexe Schablonen mit Biegungen verschiedener Art, auch zylindrisch oder elliptisch, herstellen.
Das Kalandrieren ist das Verfahren, bei dem ein Blech eine zylindrische oder elliptische Form erhält und mit Hilfe von drei oder vier Stahlwalzen verformt wird.
Wir walzen die Blechteile mit Hilfe von zwei OMCCA-Kalandern mit jeweils 3000 und 1500 mm, bis zu einer Höchstbreite von 3000 mm. Die Mindestbiegeradien variieren je nach Geometrie und Dicke der Komponenten.
Die Höchstdicke des zu rollenden Blechs beträgt 3 mm.
Das Unternehmen verfügt über 12 MIG- und WIG-Schweißstationen für die Montage von Halbfertigteilen.
Das MIG-Schweißen (Metal Inert Gas), üblicherweise als Drahtschweißen bezeichnet, wird durch das Schmelzen eines Metalldrahts ausgeführt, der Material in das Schweißbad einführt und eine mittelgroße Schweißnaht erzeugt. Es handelt sich hierbei um ein schnelles und einfaches Verfahren, das für Strukturelemente geeignet ist, bei Details mit ästhetischen Anforderungen jedoch die Entfernung einer großen Menge an Kordmaterial erforderlich macht.
Das WIG-Schweißen wird hingegen durch eine Elektrode ausgeführt, die während des Verfahrens nicht schmilzt, sondern die beiden zu schweißenden Kanten verschmelzen lässt, ohne dass dabei Material hinzugefügt wird. Das Verfahren läuft langsamer ab als beim MIG-Schweißen und erfordert mehr Geschick, erzeugt jedoch eine viel kleinere und regelmäßigere Schnur, die sich sehr gut für sichtbare Komponenten eignet und sich bei Bedarf leichter schleifen lässt.
Um den Edelstahldetails ihr endgültiges ästhetisches Erscheinungsbild zu verleihen, können diese wie folgt bearbeitet werden:
Unter diesen Verfahren ist das Satinieren die gröbste und leicht durchführbare Ausführung; das 'Scotch Brite'-Bürsten ist ähnlich, aber viel feiner und heller, selbst wenn es mehr Fingerfertigkeit erfordert; das Polieren ist ein sehr viel mühsamerer Vorgang, der eine sehr raffinierte Ausführung erzeugt, das nur in besonderen Fällen Anwendung findet. Das Mikrosandstrahlen verbindet eine einheitliche und glänzende Ausführung mit schnellen Bauzeiten und bietet den besten Kompromiss zwischen Qualität und Kosten.
In unserer Abteilung für Oberflächenveredelung verfügen wir über die gesamte Ausrüstung und das Know-how, um auch bei komplexen Teilen ein sauberes Finish zu gewährleisten.
Die Lackierung mit thermohärtenden Harzen ist ein Verfahren zwecks Beschichtung von Metalloberflächen mit einem organischen Film, das zu Dekorations- bzw. Korrosionsschutz und Schutz gegen aggressive Substanzen durchgeführt wird. Das mit dem Pulver verkleidete Metall wird auf eine Temperatur von ungefähr 200° C erhitzt, wodurch eine widerstandsfähige Schutzbeschichtung mit einem ästhetischen Erscheinungsbild mit einem erheblichen Impakt entsteht.
Wir können dieses Verfahren auf Details der höchsten Dimensionen von 8x2x2 durchführen
Bei weniger aufwändigen Details kann die Lackierung glänzend oder fein abgelöst sein, aber bei aufwändigeren Baugruppen empfehlen wir diese zweite Ausführung, da die Vorbereitung für eine glänzende Ausführung eines besonderen Komplexes erhebliche Auswirkungen auf die Kosten haben kann.
In unserer Vormontageabteilung von Verkleidungen können wir die Schutzvorrichtungen vormontieren und ein fertiges Produkt an alle Kunden liefern, die die internen Montagezeiten minimieren und alle Ressourcen für die eigentliche Maschine einsetzen möchten.
Bei besonders komplexen Baugruppen führen wir auch Vormontageprüfungen der Rohteile durch, um vor der Lackierung eventuelle Berichtigungen vornehmen zu können.
Wir können auch Blechmaschinen wie Förderbänder, Durchlaufkocher und Bandwärmebehandlungssysteme, Heiz- oder Kühlwannen für industrielle Verfahren, usw. montieren.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}