Il nostro ufficio tecnico progetta e sviluppa carenature e carter per macchine utensili ed apparecchi elettromeccanici, vasche di raffreddamento e riscaldamento, ed assiemi in genere in lamiera verniciata, acciaio inox o altri metalli.
Siamo dotati di cinque postazioni di lavoro, attrezzate con vari programmi CAD bidimensionali e tridimensionali e sistemi CAM per l'interfacciamento diretto con le macchine operatrici.
I nostri tecnici eseguono uno studio approfondito, sia dal punto di vista estetico che funzionale, secondo le esigenze del cliente, tenendo sempre presente le esigenze dell'utilizzatore e l'effettiva realizzabilità delle forme disegnate a costi ragionevoli.
Il progettista segue lo sviluppo del progetto dalla definizione delle specifiche fino alla realizzazione del prototipo.
Effettuiamo il taglio laser di lamiere su disegno del cliente con impianto Bystronic fibra dotato di doppia tavola da mm 2000x4000.
La sorgente da 2400 W consente di lavorare acciaio al carbonio e inox fino a 12 mm di spessore, alluminio fino a 10 mm e ottone fino a 3 mm.
Un nuovo impianto automatico di carico e scarico consente di produrre anche nelle ore notturne senza operatore garantendo costi di lavorazione estremamente competitivi.
Disponiamo di un'ampia scelta di materiali pronti a magazzino:
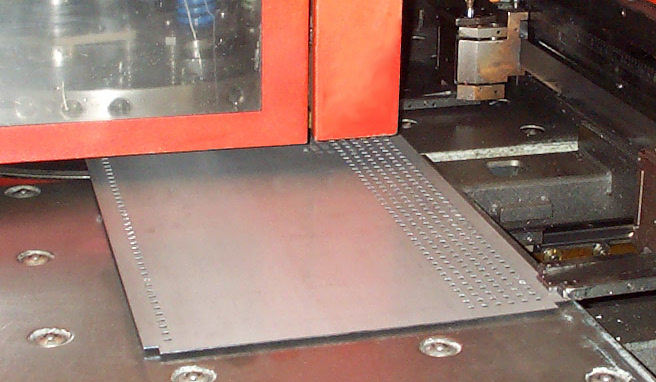
Per la realizzazione di forature multiple su grandi superfici e di lavorazioni di deformazione quali feritoie di areazione o imbutiture per teste di viti, disponiamo di una punzonatrice Amada a 20 stazioni.
La macchina consente di effettuare questo tipo di lavorazioni su lastre dalle dimensioni massime di 5000x1500 mm. Il diametro minimo del foro realizzabile è circa pari allo spessore della lamiera.
Per dare loro la forma tridimensionale voluta, le lamiere tagliate con il laser vengono piegate tramite le presse piegatrici, che le deformano localmente tramite uno stampo a lama che si inserisce in una matrice a V.
Pieghiamo le lamiere con tre pressopiegatrici Schiavi da 220 tonnellate per 4 metri di lunghezza.
Possiamo realizzare sagome complesse, con piegature di vario tipo, anche a sviluppo cilindrico o ellittico.
La calandratura è il processo che permette di dare ad una lamiera una forma cilindrica o ellittica, deformandola tramite tre o quattro rulliin acciaio.
Calandriamo i particolari in lamiera fino ad un massimo di 3000 mm di larghezza grazie a due calandre OMCCA, una da 3000 mm ed una da 1500 mm. I raggi minimi di calandratura variano in funzione della geometria e dello spessore dei particolari.
Lo spessore massimo della lamiera che possiamo calandrare è 3 mm.
L'azienda dispone di 12 postazioni di saldatura MIG e TIG per l'assemblaggio dei semilavorati.
La saldatura MIG (Metal Inert Gas), comunemente chiamata saldatura a filo, è realizzata tramite la fusione di un filo metallico che apporta materiale nel bagno di saldatura, creando un cordone di saldatura medio-grande. E' un prrocedimento veloce e di facile realizzazione, adatto per elementi strutturali ma che in caso di particolari con esigenze estetiche richiede l'asportazione di parecchio materiale del cordone.
La saldatura TIG, invece, è realizzata tramite un elettrodo che non fonde durante il processo, ma fonde i due lembi da saldare senza apporto di materiale. Il processo è più lento del MIG e richiede una maggiore abilità, ma genera un cordone molto più piccolo e regolare, molto adatto per particolari a vista e più semplice da molare ove necessario.
Oltre allo postazioni manuali abbiamo anche un impianto di saldatura robotizzato per saldature MIG di alta qualità a costi contenuti anche per serie medio-piccole.
Per dare ai particolari in acciaio inox il loro aspetto estetico definitivo, questi possono essere:
La satinatura è la finitura più grossolana e facilmente realizzabile tra quelle citate; la spazzolatura 'Scotch Brite' è simile ma molto più fine e brillante anche se richiede una maggiore destrezza; la lucidatura è un processo molto più laborioso che genera una finitura molto delicata usata solo in casi particolari; la micropallinatura unisce una finitura omogenea e brillante con tempi rapidi di realizzazione e costituisce il miglior compromesso fra qualità e costi.
Nel nostro reparto di finitura superficiale, disponiamo di tutte le attrezzature e le competenze per assicurare una finitura accurata anche su particolari complessi.
La verniciatura con resine termoindurenti è un procedimento di rivestimento di superfici metalliche con un film organico, effettuato a scopo decorativo e/o di protezione dalla corrosione e da agenti aggressivi. Il metallo rivestito dalla polvere viene portato ad un temperatura di 200° circa, creando un rivestimento protettivo resistente ed di aspetto estetico di notevole impatto.
Possiamo realizzare tale procedimento su particolari delle dimensioni massime di 8x2x2 metri
Su particolari poco elaborati la vernicatura può essere lucida o bucciata fine, ma su assiemi più elaborati consigliamo questa seconda finitura perchè la preparazione per una finitura lucida di un particolare complesso può incidere molto sui costi.
Nel nostro reparto di premontaggio delle carenature possiamo preassemblare le protezioni e fornire un prodotto finito a tutti i committenti che desiderano minimizzare i tempi di montaggio interni e dedicare tutte le loro risorse alla macchina vera e propria.
Nel caso di assiemi particolarmente complessi realizziamo anche pre-montaggi di verifica dei componenti grezzi per poter realizzare eventuali correzioni prima della verniciatura.
Possiamo anche montare macchine in lamiera quali, nastri trasportatori, cuocitori continui ed impianti di trattamento termico a nastro, vasche di riscaldamento o raffreddamento per processi industriali, ecc...



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}